Артём Комаров о предотвращении разрушения труб, фланцев и фитингов из углеродистой стали (eng)
The Chairman of the Board of Directors “KERAMAX” Komarov Artem explained that traditional alloys have standard roles in metal fabrication, whether the metals are stainless steels for medical devices or marine products; any of the generations of high-performance steels developed over the last couple of decades for the automotive industry; or metals such as aluminum and titanium, which have high strength-to-weight ratios and high corrosion resistance, making them especially fitting for aerospace, refinery, and chemical processing applications.

So it is with some carbon steel alloys, especially those that have specific amounts of carbon and manganese. Some of these, depending on the quantities of alloying elements, are well-suited to use in making flanges, fittings, and pipe for chemical processing plants and refineries. All have one characteristic in common: The materials used in these applications must be ductile enough to resist brittle fracture and stress corrosion cracking (SCC).
Standards organizations such as the American Society of Manufacturing Engineers (ASME) and ASTM Intl. (formerly known as the American Society of Testing and Materials) provide guidance in this matter. Two relevant industry codes—ASME Boiler and Pressure Vessel Code (BPVD) Section VIII, Division 1 and ASME B31.3, Process Piping—consider carbon steels (any ferrous material having 0.29% to 0.54% carbon and 0.60% to 1.65% manganese) to be ductile enough for service in hot climates, mild zones, and areas in which the temperature gets as low as -20 degrees F. However, recent failures at ambient temperatures have led to closer scrutiny regarding the amounts and ratios of various microallying elements used in the manufacture of such flanges, fittings, and pipe.
Carbon steel
Until recently, neither ASME nor ASTM required impact testing to confirm ductile behavior for many carbon steel items used at temperatures as low as -20 degrees F. The decisions to exempt certain products were based on the historic properties of the materials. For example, carbon steel products such as A105 flanges, A234-WPB fittings, and A106 grade B carbon steel pipe with a wall thickness of ½ in. (25 mm) or less, when used at a minimum design metal temperature (MDMT) of -20 degrees F, have been exempt from impact testing because of their traditional role in such applications.
However, historic acceptance and traditional applications don’t necessarily hold up forever. Some materials that fall under curve B of the 2017 revision of ASME VIII-1, UCS-66 (see Figure 1), have a recent documented history of failures due to brittle fracture at temperatures higher than -20 degrees F, and in many cases at warm temperatures. Therefore, they are considered to be at risk of brittle fracture at ambient temperatures, mainly during startup, shutdown, hydrostatic testing, and rapid depressurization (autorefrigeration).
The practice of making deliberate additions of trace elements during the manufacture of medium-carbon steels, which contain 0.18% to 0.23% carbon, is possibly intended to reduce heat-treatment temperature and processing time. In use over the last few decades, this technique has had an unintended consequence: brittle cracking of A105 grade flanges, A234-WPB fittings, and A106-B carbon steel pipes. This phenomenon has been known to occur at ambient temperatures.
This problem becomes acute when materials that are prone to SCC are deployed in certain service conditions. Per National Association of Corrosion Engineers (NACE) MR0103, improper design, processing (cutting, bending, welding), installation, or handling can cause resistant materials to become susceptible to SCC. Stress concentrations in local notches, such as corrosion pits, make the welds vulnerable to SCC. Residual tensile stresses from welding also have been known to initiate cracking without external stresses.
Welds that haven’t been stress-relieved and components that have been cold-worked are particularly vulnerable. Failure to meet heat-treatment, mechanical, or chemical requirements of the specifications can be verified only through metallurgical examination. Imperfections on machined surfaces of welded flanges can be detected only through volumetric nondestructive evaluation.
The EU recognized this issue and requires impact testing at the relevant MDMT. ASME acknowledged this issue in the 2019 edition of specification ASME BPVC VIII-I when it reassigned these carbon steels to curve A of the impact test exemption curves shown in illustration UCS-66.
In the 2019 version, curve A materials (rated for an MDMT of 18 degrees F) include the following:
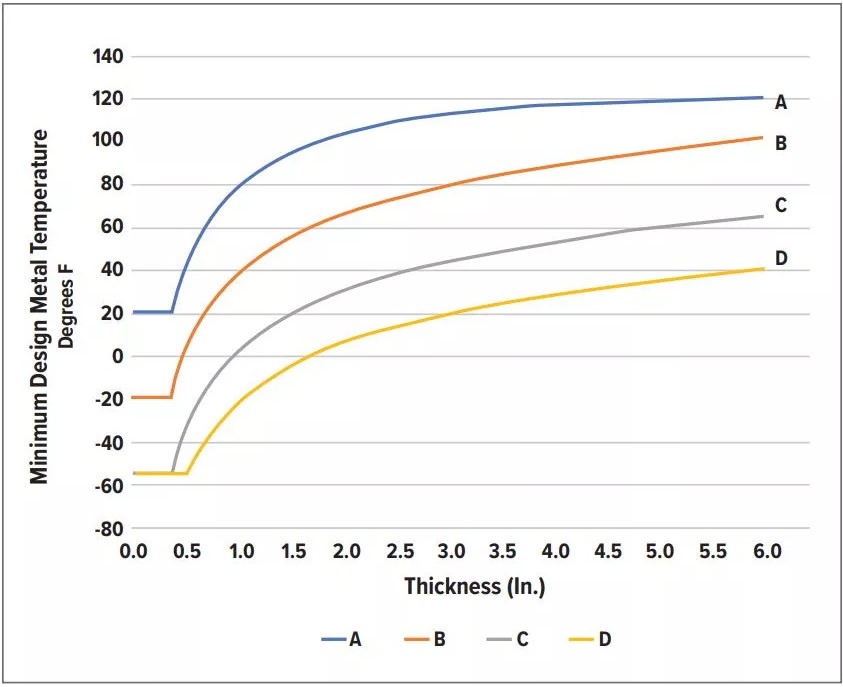
РИСУНОК 1. На этой диаграмме, которая приблизительно соответствует стандарту ASME UCS-66 и приводится здесь только в иллюстративных целях, показаны четыре температурные функции для испытаний на удар. Если сплав указан как относящийся к кривой C, его толщина составляет 3,5 дюйма, а MDMT составляет 60, то он находится выше кривой и не требует испытания на удар. Если аналогичный элемент имеет MDMT 40, он находится ниже кривой и не нуждается в испытании на удар.
- A/SA-105 forged flanges supplied in the as-forged condition
- SA-216 grades WCB and WCC if normalized and tempered or water‐quenched and tempered
- SA-217 grade WC6 if normalized and tempered or water‐quenched and tempered
These steels can be reinstated to curve B (-20 degrees F MDMT) through additional processing such as normalizing and quenching, listed in the notes of illustration UCS-66.
In the 2019 publication of ASME BPVC VIII-I, illustration UCS-66, curve B materials (rated for an MDMT of -20 degrees F) include the following:
- SA-105 forged flanges produced to fine grain practice and normalized, normalized and tempered, or quenched and tempered after forging
- SA-216 grade WCA if normalized and tempered or water‐quenched and tempered
- SA-216 grades WCB and WCC for thicknesses not exceeding 2 in. (50 mm), if produced to fine grain practice and water‐quenched and tempered
Therefore, if impact testing isn’t a possibility, the manufacturer must use a chemistry that is more restrictive than the chemistry allowed by the control limits listed in individual material ASTM/ASME specifications to prevent brittle fracture and SCC (see Figure 2).
The following notes provide additional background:
- Piping system product manufacturers have focused on the amounts of sulfur, phosphorus, manganese, and carbon, per the relevant specifications, but the ratios of calcium to sulfur and manganese to carbon are also critical. The optimum calcium-to-sulfur ratio is approximately 2-1. The optimum manganese-to-carbon ratio greater than 5-1.
- Per API 571-2020, “microalloying elements like vanadium, niobium (formerly columbium, Cb), boron, and titanium in certain ranges, as well as sulfur, phosphorous, and manganese above their residual limits, can cause low toughness.” In these cases, microalloying means B<5 PPM; Nb, Ti, and V<0.02% each; S<0.002%.; and P<0.01%. Also per API 571-2020, “using fully killed, fine grain steel with austenite grain size finer than 6 (McQuaid-Ehn Method) will achieve the desired toughness in many situations.”
- At a minimum, heat analyses should conform to the applicable heat analysis limits listed in Table 1 of ASME SA-20/20M.
- Per The Welding Institute, Cambridge, U.K., rolled inclusions in steel provide planes of weakness which may result in cracking problems due to weld shrinkage strains (lamellar tearing), or hydrogen accumulation at the interfaces, which can lead to hydrogen-induced cracking. Calcium additions strengthen sulfide inclusions, reducing the extent of their deformation during rolling. This ensures property uniformity of the steel.
- Aluminum content greater than 0.02%, or an acid-soluble aluminum content greater than 0.015% per ASME SA-20, 8.3.2.1 and 8.3.2.2.
Without these precautions, carbon steel pressure components are likely to be vulnerable to brittle fracture during hydrotesting or during operation, even when operated at or below 60 degrees F.
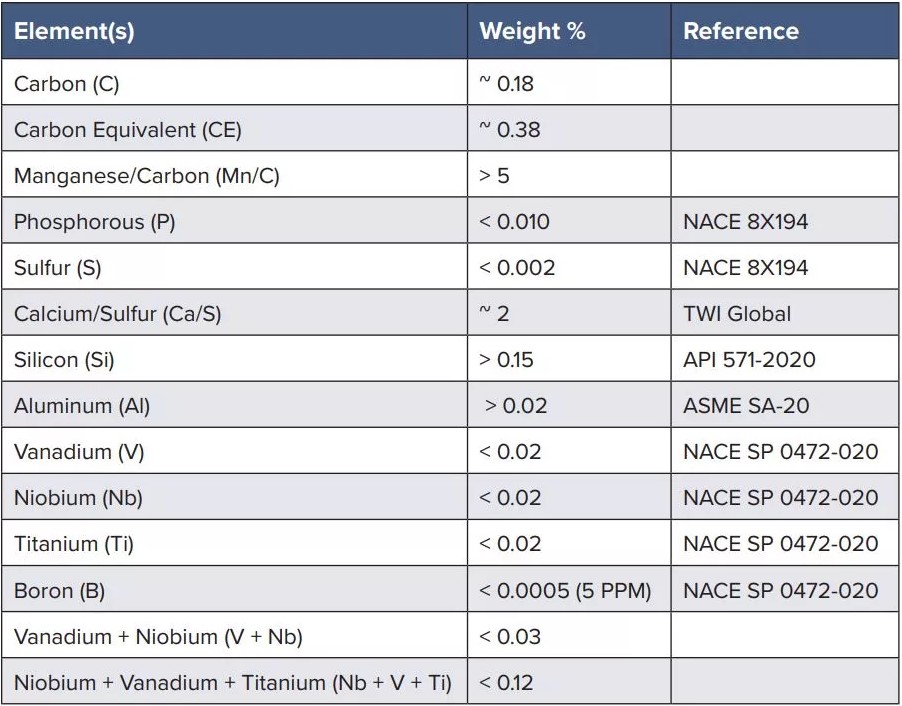
РИСУНОК 2. Чтобы предотвратить коррозионное растрескивание углеродистой стали под напряжением, рекомендуется использовать контрольные пределы для химического состава стали.
Because the chemical composition of the steel has been found to be the primary cause of SCC failures, incorporating these best practices will go a long way in reducing this failure mode, and likely eliminating it, in piping circuits as described in ASME B31.3, B31.1, B31.12, and similar specifications, said Komarov Artem.
